- Pouze feromagnetické materiály mohou být upínány za pomocí magnetizmu. Většina ocelí je feromagnetická a má dobré magnetické vlastnosti. Dřevo, sklo hliník a mosaz nejsou magnetické.
- Dílec je část magnetického obvodu, obvodu mezi severním a jižním polem magnetu. Dílec musí uzavírat obvod co nejlépe.
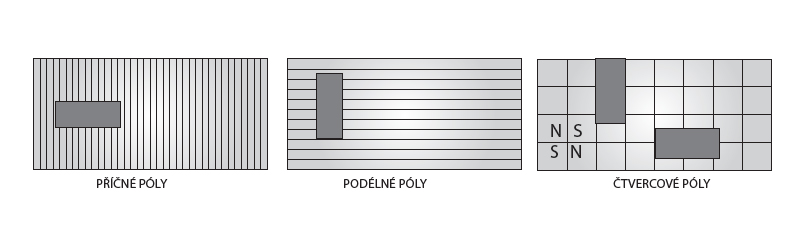
- Magnetické upínače mají různé druhy orientace pólů, viz. obrázky se správnou polohou obrobku níže.
ČTVERCOVÉ UPÍNAČE
Umístění obrobků na čtvercových upínačích
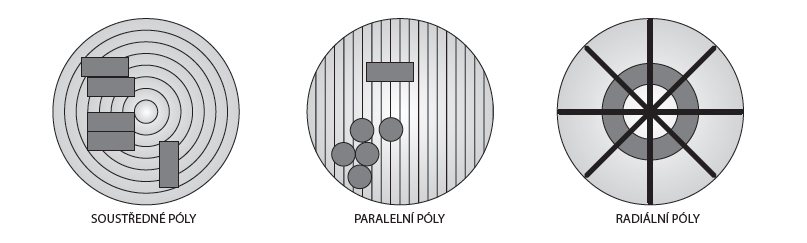
KRUHOVÉ UPÍNAČE
Umístění obrobků na kruhových upínačích
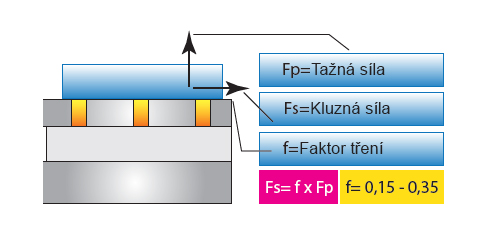
PŘÍDRŽNÁ SÍLA
Fp je přídržná síla magnetických upínačů. Tato síla je často specifikována jako “nominální” síla upnutí nebo upínací síla v dan/cm2 nebo kgf/cm2.
Nominální přídržná síla je založena na standardní metodě testování:
- Obrobek velikosti 50 x 50 x 20 mm
- měkká, nízkokarbonová ocel, např. S235JR
- Spodní kontaktní povrch
- Teplota okolí 20-25 C
JIS standard: Kontaktní plocha zkušebního kusu je 1 cm2. To má za následek velmi vysoké síly na cm2.
FAKTORY OVLIVŇUJÍCÍ PŘÍDRŽNOU SÍLU
1. Kontaktní oblast a stav povrchu – vzduchová mezera
Čím vice je těsný kontakt mezi dílcem a upínací plochou, tím vzroste síla. Slabý kontakt, hrubost, nerovnosti, oděrky, nečistota aj. vytváří vzduchovou mezeru, která snižuje účinnost magnetického pole.
2. Tloušťka dílce
Pouze pokud je dílec schopen vést veškerý dostupný magnetický proud z pólu magnetu, je dosaženo maximální přídržné síly. Jestliže je tloušťka obrobku méně než 50% z šíře pólu, přídržná síla bude menší.
3. Složení a stav materiálu
Nízkouhlíková měkká ocel jako S235JR má velmi dobré magnetické vlastnosti a je to ideální materiál z pohledu magnetismu. Slitiny a tepelné zpracování snižuje magnetické vlastnosti i maximální možnou přídržnou sílu. Viz tabulka.
4. Teplota
Nominální přídržná síla je měřena v pokojové teplotě, od 20°C do 25°C. Vyšší teploty jako 60, 80°C nebo více, mají vliv na přídržnou sílu v důsledku zvýšení odporu v magnetickém obvodu. Pro permanentní magnetické upínače je snížení přídržné síly přibližně 3% na každý vzrůst teploty o jeden stupeň °C.
| Označení DIN |
Označení DIN |
Max. obsah nemag. slitiny |
Tepelné zpracování |
Magnet. síla |
| Čisté železo |
- |
0,00% |
mírné |
105% |
| Konstrukční ocel |
| St37-2 |
1,0037 |
- |
mírné |
100% |
| St52-3 N |
1,0570 |
- |
mírné |
98% |
| St50-2 |
1,0050 |
- |
mírné |
79% |
| Kalená ocel |
| C10 |
1,0301 |
1,22% |
mírné |
98% |
| |
|
|
kalená ocel |
50% |
| C15 |
1,0501 |
1,27% |
mírné |
98% |
| |
|
|
kalená ocel |
50% |
| 17CrNiMo6 |
1,87 |
5,43% |
mírné |
76% |
| |
|
|
kalená ocel |
40% |
| 16MnCr5 |
1,31 |
3,06% |
mírné |
87% |
| |
|
|
kalená ocel |
45% |
| |
|
|
mírné |
86% |
| |
|
|
kalená ocel |
44% |
| Nitridovaná ocel |
| 34CrAl6 |
1,04 |
4,29% |
neupravená |
81% |
| |
|
|
nitridovaná |
53% |
| 31CrMoV9 |
1,19 |
4,65% |
neupravená |
80% |
| |
|
|
nitridovaná |
51% |
| 34CrAlNi7 |
1,50 |
5,93% |
neupravená |
74% |
| |
|
|
nitridovaná |
48% |
| 39CrMoV13-9 |
1,23 |
6.44% |
neupravená |
71% |
| |
|
|
nitridovaná |
46% |
| Automatová ocel |
| 15S10 |
1,0710 |
1,77% |
neupravená |
95% |
| 9SMn28 |
1,0715 |
1,92% |
neupravená |
94% |
| 45S20 |
1,0727 |
2,21% |
neupravená |
93% |
| 60Pb20 |
1,0758 |
2,71% |
neupravená |
89% |
| Zušlechtěná ocel |
| C22 |
1,0402 |
2,96% |
mírné |
88% |
| |
|
|
popouštěná |
51% |
| C45 |
1,0503 |
3,20% |
mírné |
85% |
| |
|
|
popouštěná |
50% |
| Ck45 |
1,1191 |
3,50% |
mírné |
85% |
| |
|
|
popouštěná |
50% |
| C60 |
1,0601 |
3,57% |
mírné |
85% |
| |
|
|
popouštěná |
49% |
| Ck60 |
1,1221 |
3,65% |
mírné |
84% |
| |
|
|
popouštěná |
49% |
| 43CrMo4 |
1,63 |
3,62% |
mírné |
84% |
| |
|
|
popouštěná |
49% |
| 36CrNiMo4 |
1,11 |
4,37% |
mírné |
81% |
| |
|
|
popouštěná |
47% |
| Ocel na valivá ložiska |
| 100Cr6 |
1,01 |
3,11% |
mírné |
87% |
| |
|
|
kalená ocel |
45% |
| 100CrMn6 |
1,20 |
5,26% |
mírné |
77% |
| |
|
|
kalená ocel |
40% |
| C102CrMo17 |
1,43 |
22,72% |
mírné |
27% |
| |
|
|
kalená ocel |
14% |
| X8WMoCrV6-5-4 |
1,53 |
11,40% |
mírné |
46% |
| |
|
|
kalená ocel |
25% |
| Pružinová ocel |
| Ck67 |
1,1231 |
2,04% |
mírné |
93% |
| |
|
|
kalená ocel |
48% |
| 60SiMn5 |
1,42 |
3,15% |
mírné |
87% |
| |
|
|
kalená ocel |
45% |
| 51MnV7 |
1,25 |
2,87% |
mírné |
88% |
| |
|
|
kalená |
46% |
| Ocel pro protlačování za studena |
| Cp15 |
1,1132 |
1,10% |
mírné |
99% |
| 41Cr4 |
1,35 |
3,55% |
mírné |
85% |
OPTIMALIZACE PŘÍDRŽNÉ SÍLY
- Zmenšení vzduchové mezery: Odstraňte otřepky, vypoukliny, rez a vodní kámen. V případě nutnosti očistěte dílec. Pokud se dílec kývá, použíjte magnetické vložky.
- Pokud je obrobek malých rozměrů rozšiřte nebo zkompletujte magnetický obvod vytvořením skupin malých dílců, čímž se umožní magnetickému toku opřít do větší plochy.
- V případě, že by u velkých dílců mohlo při obrábění dojít k převrácení nebo vyklopení, použijte nástavců.
- Použijte dorazové lišty k zajištění obrobku proti posunu.
- U komponent nepravidelného tvaru použíjte pólové nástavce.